[첨단 헬로티]
츠치야 케이지 (土屋 惠兒) ㈜岡本공작기계제작소
동사는 1968년에 세계 최초로 CNC 성형 연삭반 ‘NFG-5’형을 개발한 이래, 좌우 오픈을 선택할 수 있는 범용 성형 연삭반 ‘PFG500’, 첩부 칼럼과 팬리스 주축 모터를 탑재한 고정도 성형 연삭반 ‘UPZ-NC’, 전축 리니어 모터 구동+기상 CCD 카메라에 의한 자동 측정 및 보정 기능을 부가한 초정밀 미세 성형 연삭반 ‘UPZ-Li’ 등 다양한 성형 연삭반 시리즈를 개발해왔다.

그러나 오늘날 연삭반에는 고정도라고 하는 키워드는 적합하지 않다. 정도는 내는 것이 전제가 되어, 어떻게 효율적으로 가공할 수 있는지, 조작성에 스트레스는 없는지, 또한 환경에 배려하고 있는지 등이 요구되고 있다.
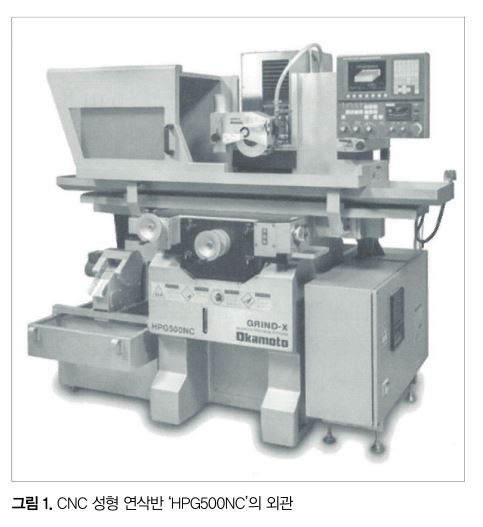
이번에 약 4,000대의 납입 실적을 가진 베스트셀러 PFG500의 진화판인, 범용기의 사용성과 CNC의 기능을 겸비한 CNC 성형 연삭반 ‘HPG500NC’(이하 HPG, 그림 1) 시리즈에 대해 효율․조작성․환경의 면에서 소개한다.
HPG500NC의 특징
1. 기계 강성
효율을 높이기 위해서는 지령값 대로 기계가 움직이는 것이 전제로, 매우 단순하다고 할 수 있다. 또한 숫돌로 절입한 만큼을 확실하게 제거할 수 있는 기계 강성이 반드시 필요하다.
HPG는 숫돌축 모터의 단열과 테이블의 구동원을 유압에서 서보모터로 교체함으로써 열변위를 한없이 제로에 근접시키는데 성공했다. 이것에 더해 상하․전후축의 스케일 피드백을 표준 부속하고 있기 때문에 추종 정도가 우수하며, 1단계 위의 클래스 기계의 그것과 동등하다.
강성면에서는 프레임 전후 폭을 PFG비 1.25배로 해서, 새들 전후의 진직 정도를 안정시키고 원래 정평이 있었던 피치 정도를 더욱 향상시켰다.
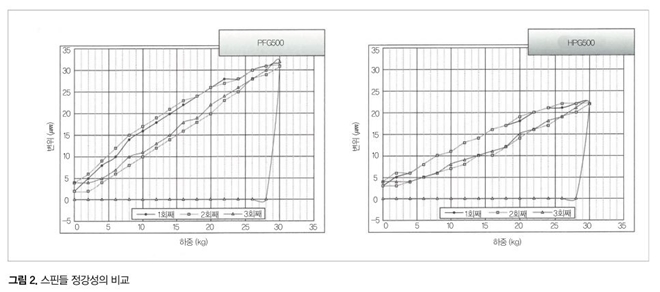
그 외에 스핀들과 칼럼 구조의 수정 등에 의해 기계 질량은 14% 증가했는데, 숫돌축 강성은 54% 향상됐다(그림 2). 즉 HPG의 스핀들은 완전 정지 상태에서 약 20분으로 새처레이트하고, 신장량은 2.5μm 이하이다.
2. 조작성
성형 연삭반으로 각내기나 숫돌 형상의 확인을 할 때의 플런지 연삭에서는 부속되어 있는 도형식 대화 매크로에 데이터를 넣은 후 자동 운전하는 것보다 수동으로 가공하는 편이 몇 배 빠른 경우가 있다.
테이블은 자동 반전시키고 전후 핸들로 트래버스시키면서 상하 수동 펄서 핸들(이하 상하 바 헨들)로 불꽃 상태와 소리를 확인하면서 절입을 조절할 수 있기 때문이다.
HPG에는 이와 같은 범용적인 사용법 외에 전후 위치를 티칭하는 것만으로 그 범위밖에 이동하지 않는 로크 기능이 있다. 이것은 오목부나 L자 형상의 워크를 가공할 때에 세로벽을 의식하지 않고 할 수 있는 간섭 회피 기능이다. 전후 이송이 정지했다면 절입하는 것만이기 때문에 좌표를 보지 않고도 가공을 할 수 있다.
이외에도 1개의 핸들로 테이퍼와 요철 R의 동시 2축 보간이나 인터럽트 드레스 등 CNC 기능을 범용적인 감각으로 사용하는 것이 가능하다.
이와 같이 HPG는 여러 가지 개선과 기능 향상을 실시해 왔는데, 테이블 좌우와 새들 전후 이송 핸들, 상하 바 핸들의 높이는 불변한다. 오히려 변경하지 않음으로써 PFG가 갖는 전통의 조작성을 계속 지속하고 있다.
3. 환경 성능
테이블의 구동원을 유압리스로 함으로써 쓸데없는 대기전력의 약 60%를 절감했다. 폐유처리와 함께 연간 수십 만엔의 비용과 199.2kg의 CO2를 절감하고 있다. 또한 유압 유닛이 불필요하므로 기계 전유면적은 PFG 동등 사양기의 1/2 이하인 매우 콤팩트한 플로어 플랜으로 되어 있다.
기계에서 발생하는 소음을 줄일 수 있는 점도 메리트이다. HPG의 소음 페벨을 측정한 결과, 암소음 47dB의 환경 하에서 전원 투입 후의 서보 ON 상태에서 58dB, 테이블 스트로크 100mm․80spm의 반전 기동 상태에서도 겨우 62dB였다. 이 정숙성은 경면가공이나 코어핀의 두께내기 시의 작은 숫돌의 기대에 크게 유효하다.

가공 사례
이하에 실제 가공 예를 나타냈다. 그림 3에 나타냈듯이 폭 0.3mm의 스트레이트 홈을 깊이 1.5mm로 59개, 단면 7시간을 소요해 가공한 힘든 테스트이다.
누적 피치 오차는 최대 1.3μm, 깊이의 편차는 1.4μm였다. 이 결과로부터 긴 가공 시간에서도 기계의 변위가 적고, 안정된 정도가 나오는 것이 증명됐다.
성형 연삭반에서는 이와 같은 홈가공이나 숫돌 성형을 위해 숫돌의 측면에 쿨런트액을 적용하는 경우가 많다. 그렇기 때문에 물이 기화하기 쉽고, 수온이 저하하는 현상이 일어나 정도에 악영향을 미치게 된다.
HPG에는 스테인리스제의 주머니 커버가 표준 장비되어 있는데, 스플래시 커버와 흡진구는 숫돌 가드에 설치되어 있다. 미스트화한 쿨런트액을 기화시키기 어렵게 하는 고안이다.
‘항상 최첨단 기술을 추구, 고객에게 만족을 주는 서비스와 가치 있는 제품을 만들어 사회에 공헌한다’고 하는 동사의 경영 이념 하에, 앞으로도 기초 연구를 계속해 동사의 독자 기술과 가공 기술을 융합시킨 기계를 시장에 내놓을 계획이다. 또한, 주변기기 메이커와의 콜라보레이션에 의해 숫돌이나 지그를 포함한 새로운 대응을 유저에게 제안해 갈 것이다.