
고속 고이송 가공 기술에는
한계가 있다
The limit of high speed milling
아베 타카시 (阿部考志), 사카이 타케히사 (左甲斐武久), 나카노 타카히데 (中野高秀) (주)금형컨설
1. 돌출길이 비율과 품질·비용의 관계
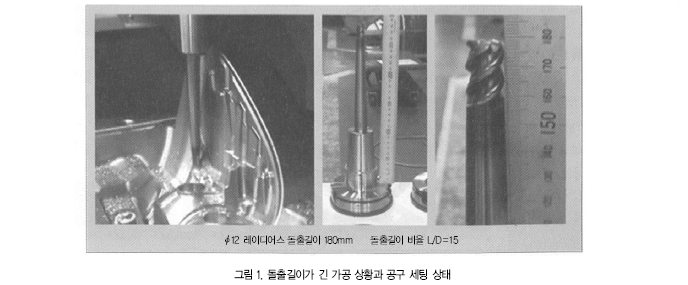
그림 1과 같은 매우 긴 돌출길이의 절삭가공에서는 공구의 강성 부족으로 날끝이 크게 흔들려 심한 진동이 발생하기 쉽 다. 또한 돌출길이 비율 L/D가 15배가 되면, 금형 제작 현장에 서는 품질면과 비용면에서 절삭가공보다도 방전가공 쪽이 우 위라고 판단하는 경우가 많다.
그림 2에서는 고속 고이송 가공인 경우의‘절삭가공과 방전 가공의 우위성 판단 포인트’를‘돌출길이 비율 L/D가 5에서 7 배’라고 나타내고 있다.
품질이란‘NC 가공 형상의 다듬질면 품질과 정도’나‘금형 의 완성 상태’를 말하며, 비용은‘NC 가공 시간이나 그 공수’, ‘가공 공기나 금형 제작 납기’를 의미한다.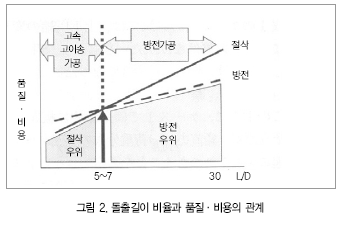
흔들흔들 진동하게 된다.
이 진동을 억제하기 위해서는 날끝이 피삭재에 식입하는 순 간에 발생하는 절삭저항을 작게 할 필요가 있다. 즉 절삭 깊이 (Z)나 피치 폭(Pxy), 1날 절삭량(fz) 등 1매 날끝이 들어올리는 양(절입량)을 적게 하면 절삭저항은 작아진다.
이와 같이 절입량을 적게 해 버리면 절삭칩 배출량이 적어 지지만, 고속 고이송 가공에서는 회전수(S)를 높게 하고 절삭 이송 속도(F)를 빠르게 함으로써 절삭칩 배출량을 저하시키지 않도록 하고 있다.
그런데 돌출길이가 긴 상태에서 고속 회전으로 절삭하면 연 속적인 반발 진동이 유발되어 아무리 절삭저항을 작게 해도 진 동이 그치지 않아 단시간의 절삭가공에도 날끝 결손이 일어나 고 형상에 식입의 위험성이 증가하게 된다.
4. ‘고능률 초심조 가공’을 실현하기 위한 과제
돌출길이 비율 L/D가 30배 이상인 절삭가공에서는 품질면 과 비용면에서 방전가공보다도 우위라고 판단되기 위해서는 보다 고정도이고 고능률인(절삭칩 배출량이 많은) 가공이 요구 된다. 1매의 날끝으로 들어올리는 양(절입량)을 크게 하지 않 으면 고능률 가공은 실현할 수 없지만, 이 때의 절삭저항을 경 감할 수 없으면 정도가 높은 가공도 실현할 수 없다. 잔삭가공 에서는 항상 이와 같은 과제(현실)에 직면한다.
고속 고이송 가공이 회전수(S)를 높게 하고 얕은 절삭깊이, 이송 속도(F)를 빠르게 하여 가공하는 기술이라고 하면, 이것 으로는 현 상황의 과제를 해결할 수 없다. 따라서 가공 능률을 더욱 향상시키려면 발상을 전환할(역전시킬) 필요가 있다.
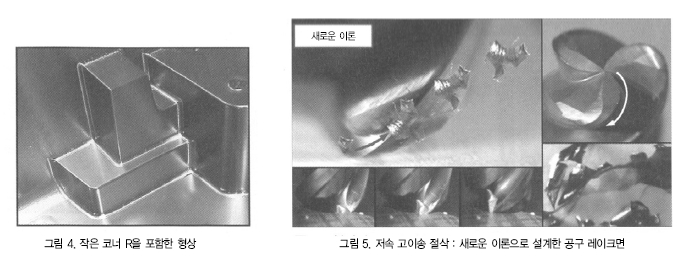
절입량을 많게 해도 절삭저항을 작게 하여 가공할 수 있는 초심조 가공용 엔드밀이 그것을 실현 가능하게 한다(그림 5).
아베 타카시, 사카이 타케히사, 나카노 타카히데 : 대표이사
273-0122 千葉縣鎌ヶ谷市東初富4-5-17