


[첨단 헬로티]
1. 서론
최근 와이어 방전가공기에서는 코너 등 형상 정도의 향상 및 줄무늬 없는 면 등 가공 면질 향상이 요망되고 있다.

동사에서는 와이어 주행장치 및 헤드를 개선하고, 또한 새로운 코너 제어, 가공액을 정밀하게 제어하는 신 기능을 개발했다. 이 시장 요망에 대응하는 새로운 요소 및 가공 기술을 소개한다.
2. 가공 성능 형상을 위한 요소
와이어 방전가공기에서는 와이어가 공구이다. 와이어는 강성이 없고 가공 중에 여러 가지 요인에 의해 진동하며, 축이동의 궤적에 대한 지연이 발생한다. 이들은 코너 정도나 표면조도만이 아니라, 줄무늬 등의 가공 면질에 큰 영향을 미친다.
와이어 진동이나 지연에 크게 관계하는 요소에는 와이어 장력, 가공액 및 방전 제어 등을 들 수 있다. 여기에서는 보다 좋은 가공 면질 및 형상 정도를 실현하기 위한 최신 와이어 방전가공기의 3가지 요소를 소개한다.
(1) 장력 제어
이번에 개발한 와이어 주행장치는 장력 발생기구에 AC 서보모터를 채용했다. AC 서보모터를 적절하게 제어하고, 또한 장력 변동의 기계적인 요인인 와이어의 슬라이딩을 억제한 기계 구조를 융합함으로써 보다 안정된 장력의 발생이 가능해졌다(그림 1).
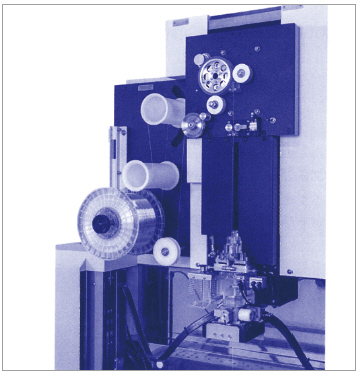
▲ 그림 1. 개선한 와이어 주행장치
(2) 가공액 제어
일반적으로 가공액을 헤드에 공급하는 펌프는 하나로, 상하 헤드를 공용하는 경우가 많다. 또한 가공액의 유량은 밸브에 의한 수동 조정이 필요해지는 경우도 있다. 동사에서는 가공액은 가공 상황에 맞춰 기계가 상황을 검지, 가공액을 동적 또는 자동으로 제어하고 있다.
그렇기 때문에 가공액 펌프는 상하 헤드 각각에 탑재, 독립되어 피드백 제어를 하고 펌프는 인버터에 의해 제어되고 있다. 거친가공은 원래 다듬질가공과 같은 저유량에서도 상하 헤드 각각에서 가공액량의 자유로운 제어가 가능하다(그림 2).
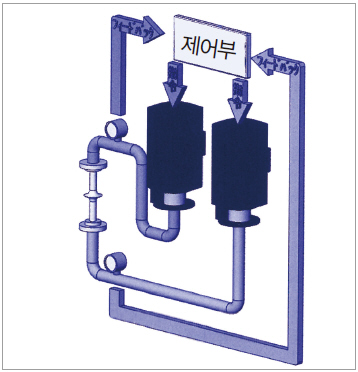
▲ 그림 2. 가공액 제어 모델도
(3) 방전 제어
현재 와이어 단선 등의 집중 방전을 회피하거나 혹은 안정된 방전 상태를 유지하기 위해 기계는 방전 시의 극간 정보를 항상 감시하고 있다. 신 제어에서는 방전 상태 샘플링 주기와 처리를 대폭으로 고속화했다. 이것에 의해 극간이 불안정해지는 것을 즉시 검지, 가공 속도, 가공 전류를 제어함으로써 극간을 제어하고 방전 상태를 지금까지 이상으로 최적으로 유지하는 것이 가능해졌다. 또한 가공 면질의 향상뿐만 아니라, 단선 방지 성능도 향상시키고 가공 속도 향상도 실현했다.
3. 금형 시장의 요구
일본 국내의 금형은 해외 제품에 대한 경쟁력을 유지하기 위해 고정밀, 장수명 등 고부가가치 제품인 것이 반드시 필요하다.
여기에서는 앞에서 말한 3가지 요소의 최적화된 시장 요구에 대응하는 가공 기술을 소개한다.
(1) 복합 코너 형상 정도의 향상
종래 제어에서는 대소의 코너나 미소한 코너가 연속되는 형상은 난이도가 높아 형상 오차가 커지고 있었다. 신 제어에서는 코너의 크기에 대응한 코너 제어를 세분화함으로써 형상 오차의 대폭적인 절감을 실현했다(그림 3).
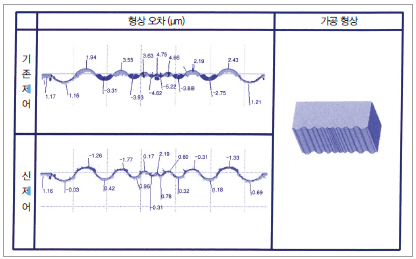
▲ 그림 3. 복합 코너 형상 정도의 향상 [※와이어 지름 ø0.2mm, 워크 재질 DC53
상당, 워크 판두께 30mm(4회 가공)의 경우]
(2) 판두께 방향 코너 정도의 향상
와이어 진동 및 와이어 지연은 코너부에 대한 영향이 현저해진다. 특히 펀치 등 판두께가 두꺼운 경우, 판두께 중간부의 와이어 지연(휨)은 커서 형상 오차가 커진다. 신 제어에서는 장력, 가공액 및 방전을 동적으로 적응 제어함으로써 와이어 지연을 최소한으로 억제, 기존과 비교해 코너 정도의 대폭적인 향상이 가능하다(그림 4).
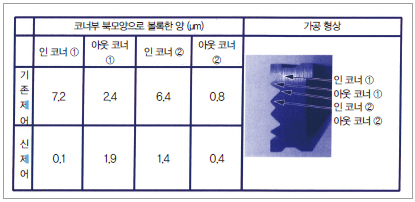
▲ 그림 4. 판두께 방향 코너 정도의 향상 [※와이어 지름 ø0.25mm, 워크 재질 DC53
상당, 워크 판두께 80mm(5회 가공)의 경우]
(3) 가공 면질의 향상
높은 면조도가 요구되는 경우, 가공면의 줄무늬를 줄이는 것은 매우 어려워진다. 또한 방향성에 관계없이 면을 균일하게 하는 것도 마찬가지이다. 와이어 장력의 안정화와 다듬질 시의 가공액을 정밀하게 제어함으로써 방향성에 관계없이 줄무늬가 적고 균일한 면을 실현했다(그림 5).
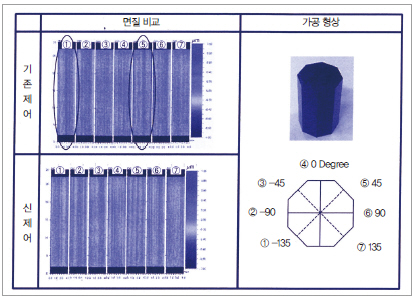
▲ 그림 5. 가공 면질 향상 (줄무늬) [※와이어 지름 ø0.25mm, 워크 재질 초경합금,
워크 판두께 25mm(8회 가공)의 경우]
4. 맺음말
고부가가치의 금형이 요구되고, 와이어 방전가공기에 대한 요구가 점점 더 높아지고 있는 가운데, 시장 요구를 적확하게 파악해 고객이 만족할 수 있는 제품 및 가공 기술의 개발에 노력해 갈 것이다.
카메이 아키노리 (龜井 昭德) ㈜牧野후라이스제작소
본 기사는 일본 일간공업신문사가 발행하는 『형기술』지와의 저작권 협정에 의거하여 제공받은 자료입니다.











































