
고능률 가공을 실현하는 최신 공구
‘S 헤드’엔드밀
The latest advanced solid modular head
‘S-Head’achieves high efficient finishing
후지이 시게미츠 (藤井繁光), 유키나리 신지 (行成伸二) 다이제트공업(주)
1. 서론
금형가공 업계에서는 리드타임 단축이 더욱 절실히 요구된 다. 다듬질가공에서는 보다 고속 절삭으로, 보다 고정도로 다 듬질하는지가 과제이지만, 진동에 의해 절삭 조건을 낮춰야 하 는 것과 가공 정도가 나오지 않는 등의 문제가 있다. 여기에서 는 다듬질가공에서의 가공 시간을 단축하고 고능률화를 겨냥 하여 개발한 솔리드 엔드밀 모듈러 헤드‘S 헤드’를 소개한다.
2. S 헤드의 구조
S 헤드는 끝단 엔드밀부를 교환할 수 있는 초경 솔리드 엔드밀이다(그림 1).
특히 솔리드 대경 엔드밀에서는 공구 비용이 과대해지는 동 시에 레어 메탈의 사용량이 증가하여 자원 절감화에 의한 환경 개선이 요구되고 있다.
개발 컨셉은 날끝 교환식 공구에서는 실현할 수 없는 날 수·절삭 성능과 정도를 함께 갖음으로써 다듬질가공에서의 고능률 가공을 실현하는 것에 있다. S 헤드의 장착부는 연삭가 공에 의한 고강성 나사에 의해 감합되고, 헤드와 섕크가 일체 로 최대 0.015mm, 목표 0.01mm 이하로 솔리드 엔드밀에 가 까운 진동 정도로 되어 있다.
초경합금이 갖는 고강도 특성을 활용한 올 초경합금으로 구 성되는 섕크‘고집불통(頑固一徹)’(그림 2)에 장착이 가능한 구조를 함께 갖음으로써 솔리드 엔드밀에 필적하는 공구 강성 을 가지며 가공 진동을 억제하여 고능률 가공이 가능하게 된 다. 고집불통은 돌출량과 가공 형태에 따라 각종 선택이 가능 하다
또한 나사 크기가 일치하면 동일 섕크에 별도의 16종류의 날끝 교환식 모듈러 헤드를 설치할 수 있어 다양한 가공 용도 에대응할수있게되어있다(그림 3).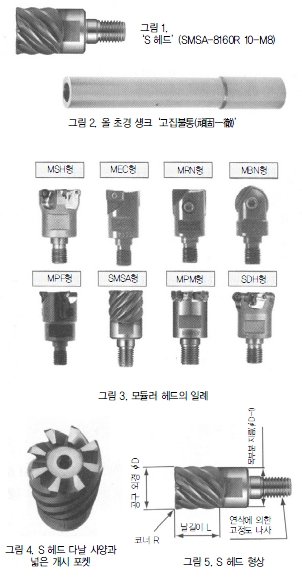
3. S 헤드의 특징
S 헤드는 다듬질가공 공정에서 고능률 가공을 가능하게 하는 8매날(6매날) 다날사양의레이디어스엔드밀이다(그림 4).
공구외경(D)는  16에서 32로대경이며, 공구날길이(L)은 L=D의 쇼트 날길이 및 비틀림각 45°를 채용하여 동시 가공 절 삭날길이의저감을도모하고가공시의진동을억제하고있다.
16에서 32로대경이며, 공구날길이(L)은 L=D의 쇼트 날길이 및 비틀림각 45°를 채용하여 동시 가공 절 삭날길이의저감을도모하고가공시의진동을억제하고있다.
또한 고속 절삭에 의한 절삭저항을 경감시키기 위해 축방향 의 코너 R 레이크각을 포지티브로 하고, 외주날의 비틀림각을 45°로 더블 포지티브 날형을 채용했다(그림 5). 또한 고인성 미립자 합금과 내열성이 우수한 밸류 코트를 채용함으로써 비 약적으로 내결손성 및 내마모성이 향상됐다.
그 때문에 절삭감의 향상으로 진동을 억제하고 가공시의 발 열을 억제하여 고능률 가공이 가능하며 장수명화를 실현할 수 있었다.
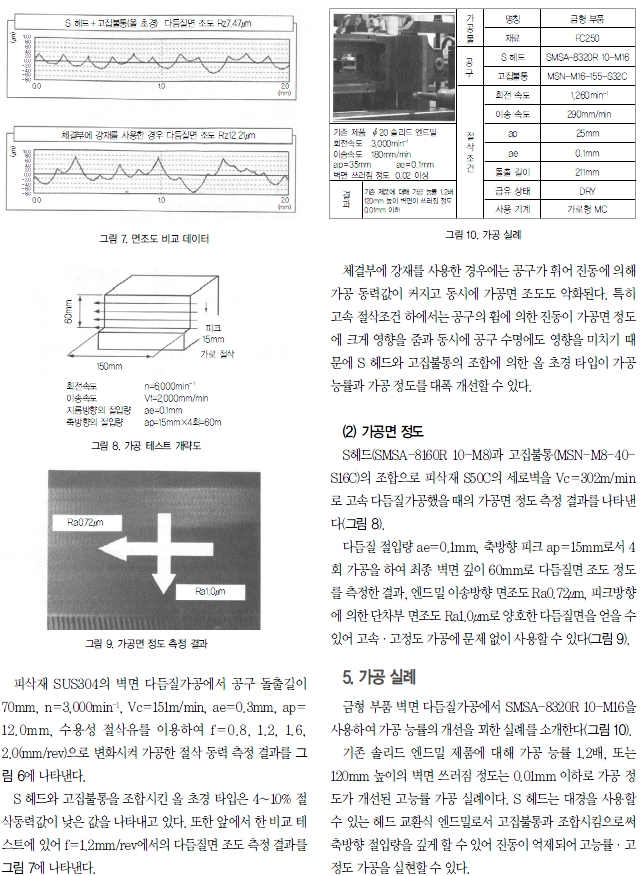
4. 절삭 성능 테스트
(1) 절삭 동력과 가공 능률
S 헤드(SMSA-8160R 10-M8)과 고집불통(MSN-M8-40- S16C)의 조합에 의해 올 초경 타입으로 했을 경우와 끝단 엔드 밀과 고집불통의 체결부에 강재를 사용했을 경우의 비교 테스 트를 실시했다.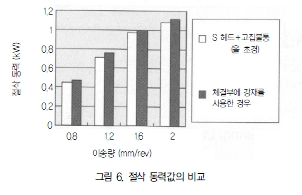
6. 맺음말
이상 S 헤드의 특징 및 성능에 대해 소개했다. 금형 제조에서는 절삭가공에 의한 생산 효율화를 높이고 더욱 비용 절감이 필요하게 된다. 앞으로도 신제품과 신가공 기술을 제공함으로써 고능률화 및 고정도화 실현에 더욱 더 공헌하고 싶다.
후지이 시게미츠 : 절삭공구기술부
우)547-0002 大阪市平野區加美東2-1-18
유키나리 신지 : 절삭공구기술부 영업기술과
우)221-0835 橫浜市神奈川區鶴屋町2-26-4