



1. 서론
오일 사양의 방전가공액 정화 시스템 ‘슈퍼클리너 SPC/O-10’(그림 1)을 설치한 경우의 효과를 가공기의 종류에 따라 각각 실례를 기초로 해설한다.
▲ 그림 1. 슈퍼클리너 SPC/O-10

2. 오일 사양 방전가공의 종류
① 형조 방전 (오일 사양)
② 와이어 방전 (오일 사양)
③ 세혈 방전 (오일 사양)
이상 3종류의 방전가공기에서 슈퍼클리너 효과는 개별적으로 다르며, 모든 가공에서 효과가 나오는 것은 아니다. 그러므로 각각의 효과에 대해서 개별적으로 설명한다.
3. 슬러지의 이온화
물 사양의 와이어 방전가공기에는 이온 교환수지가 설치되어 있는데, 오일 사양에는 설치되어 있지 않다. 이것은 슬러지가 이온화하지 않기 때문이다. 이것을 비교·설명하면 그림 2와 같이 된다.
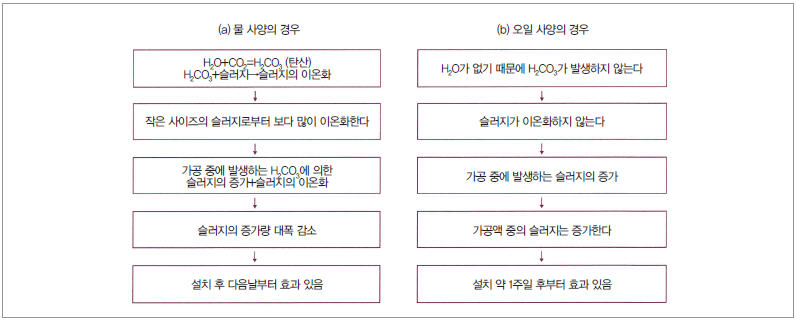
▲ 그림 2. 슬러지의 이온화 메커니즘
그렇기 때문에 슈퍼클리너의 설치로부터 1주간 후 정도부터 충분한 효과가 나타난다. 이것은 가공액인 물과 오일에서의 슈퍼클리너 설치 후의 큰 차이이다(그림 3).
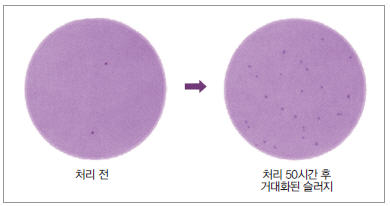
▲ 그림 3. 가공유 중의 슬러지
4. 세혈 방전의 경우
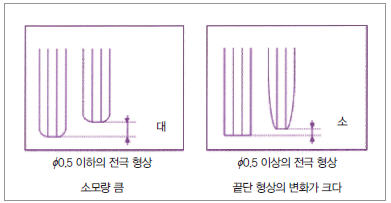
전극소모량과 코스트를 대폭으로 저감할 수 있다.
① 전극소모량 대폭 다운 (파이프 전극 사이즈 ?0.5 이하의 경우)
② 가공 시간의 단축
③ 필터의 수명 향상 (그림 4)
▲ 그림 4. 필터의 수명 향상례
그림 5에 나타냈듯이 ?0.15 사이즈의 파이프 전극에서는 충분한 효과를 얻을 수 있다.
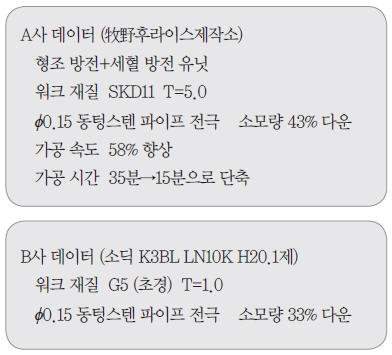
▲ 그림 5. 효과 실례
5. 와이어 방전가공의 경우
① 퍼스트 가공 속도 향상 (표준 조건으로는 단선하지 않게 된다)
② 다듬질값 안정화에 의한 가공 정도 향상
③ 와이어선 아송 속도 다운
④ 필터의 수명 향상
⑤ 와이어선의 재질 변경에 의한 코스트다운(텅스텐 와이어→SP 와이어→황동선 와이어)
이와 같이 가공 속도의 향상과 와이어선 이송량에 큰 효과가 있는데, 최속 가공을 하기 위해서는 아래의 3가지 요소가 중요하다.
① 상하 밀착할 수 있는 클램프 지그
② 워크 상면과 노즐의 틈새 (와이어선 지름과 동일)
③ 슈퍼클리너의 설치
이들 방법은 동사 홈페이지에 모두 공개하고 있다.
6. 형조 방전가공의 경우
① 2차 방전 발생 방지
② 전극 에지부의 소모량 감소
③ 가공 조건 변경에 의한 생산성 향상
④ 필터의 수명 향상
등의 효과를 볼 수 있다. 그러나 Z축 점핑 속도의 대폭 향상 등의 개선에 의해, 2차 방전의 발생을 억제할 수 있는 케이스도 많다.
대형 워크에서 2차 방전의 트러블이 많은 이유로서는 아래와 같은 것을 생각할 수 있다.
① 5면가공 문형 머시닝센터에 의한 다듬질가공이 많아지고, 절삭할 수 없는 형상만이 방전가공이 된다.
② 당초에는 거친가공 전용으로서 개발된 그라파이트 전극을 중다듬질가공에서도 충분히 사용할 수 있게 되었기 때문에 2차 방전에 의한 트러블이 많아졌다.
③ 제품 설계가 복잡해지고, 리브 등의 절삭할 수 없는 형상이 많아졌다.
④ Z축의 점핑을 고속으로 할 수 없다.
⑤ 가공액이 다량이기 때문에 설치 후 한번도 오일을 교환하지 않는 유저가 대부분이다.
그렇기 때문에 기존대비 필터 처리 능력 5배이고, 더구나 마그넷 세퍼레이터에 의한 슬러지의 자동 처리가 가능한 새로운 타입 ‘SPC/O-20+Mg’(그림 6)을 개발했다. 엔드 유저 테스트를 앞으로 할 예정이다.

▲ 그림 6. 슈퍼클리너 SPC/O-20+Mg
하시모토 나오유키 (橋本 直幸) ㈜橋本테크니컬공업
본 기사는 일본 일간공업신문사가 발행하는 『형기술』지와의 저작권 협정에 의거하여 제공받은 자료입니다.











































