

1. 서론
세혈 방전가공기는 자동차산업, 의료기기, 전기·전자산업 등의 부품가공에서 드릴로는 가공이 어려운 좁고 깊은 구멍을 고속가공할 수 있다.
또한 절삭이 어려운 난삭재에서도 고품위의 구멍을 가공할 수 있다. 최근 와이어 방전가공용 기초구멍에 대해서도 고속·고정도·고품위의 구멍가공이 요구되고 있다. 기존 동사의 세혈 방전가공기로서는 가공액이 오일 타입과 수용성 타입의 2종류가 있었다. 그러나 수용성의 경우에는 가공면의 전식 및 가공액의 메인티넌스 과제가 있으며, 이들을 해결하기 위해 순수 사양의 개발을 추진해 왔다.

여기에서는 새롭게 개발한 순수 사양 세혈 방전가공기 ‘K3HS’의 특징과 가공 사례를 소개한다.
2. 세혈 방전가공의 최신 기술
(1) 순수 사양 K3HS의 특징
그림 1에 동사가 개발한 순수 사양 K3HS의 외관을 나타냈다. 주된 사양을 표에 나타냈다.

▲ 그림 1. ‘K3HS’의 외관

▲ 표.‘K3HS’의 주된 사양
가공액에는 순수를 사용하고, 이온 교환수지에 의한 가공액의 비저항 관리를 하고 있다. 기존 수용성 가공액에서는 농도 관리의 필요가 있었는데, 순수의 경우에는 농도 관리의 필요가 없고 메인티넌스성 향상으로도 이어진다. 더구나 세혈 가공기 전용의 방전 전원을 탑재하고 있으며, 철계, 초경합금, 동, 알루미늄, 놋쇠, 티탄합금 등 여러 가지 가공 재질에서 전식이나 버가 없는 고품위 구멍가공이 가능해지고 있다.
제어장치에는 자동 프로그래밍 소프트웨어 ‘LN 어시스트’를 탑재하고 있으며, 전극이나 가공물의 재질 선택, 전극 지름이나 가공 깊이를 입력하는 간단 조작으로 NC 프로그램을 작성할 수 있다. 또한 LN 어시스트를 사용함으로써 피치 구멍가공이나 복잡한 가공 구멍 레이아웃이 가능해진다. 멈춤 구멍가공에 관해서도 ‘깊이 계측 자동 가공 기능’을 사용해 깊이 정도가 좋은 가공을 실현한다.
또한 자동 전원 공급장치 AEF를 표준으로 탑재하고 있으며, 장시간에 미치는 동일 지름의 연속 구멍가공에서 무인 자동 운전이 가능하다.
(2) 새로운 기능 ‘관통 검지 기능’ 및 ‘로란 기능’
기존 수용성 가공기에는 없었던 새로운 기능을 2가지 소개한다.
첫 번째는 관통 검지 기능이다. 관통 구멍가공에서 전극의 관통을 자동 검지할 수 있기 때문에 터핀 블레이드와 같은 중공 형상의 가공물 작업성이 향상된다. 전극이 깊게 들어와 다른 부위를 잘못해서 가공하는 것을 방지할 수 있다(그림 2). 또한 불필요한 가공 이송을 없앨 수 있기 때문에 가공 시간의 단축으로도 이어진다.
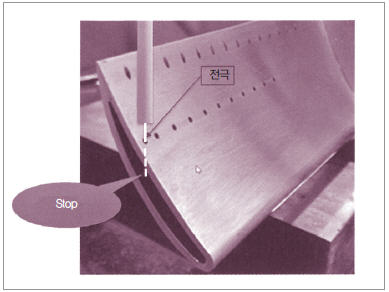
▲ 그림 2. 관통 검지 기능
두 번째는 로란 기능이다. 로란 기능에 의해 구멍 지름의 조정이 가능하다. 더구나 다듬질가공 시에 로란 기능을 이용해 면조도를 작게 하는 것이 가능해졌다.
XY의 진동 폭을 변경함으로써 타원 형상 등의 구멍가공에도 대응이 가능해졌다. 또한 양 기능 모두 LN 어시스트로부터 간단히 조작할 수 있다.
3. K3HS의 가공 사례
우선 전극 지름 ?0.25로 STEEL을 연속가공한 결과를 그림 3에 나타냈다. 전식 없이 구멍 지름 편차가 적고 진원도가 좋은 결과가 됐다.
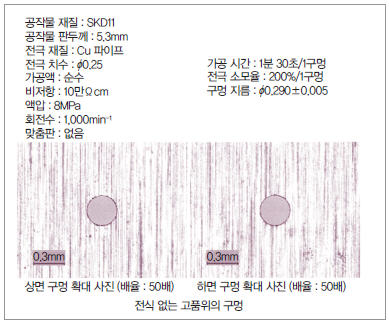
▲ 그림 3. ?0.25 EL-STEEL 관통가공
다음으로 WC를 가공한 결과를 그림 4에 나타냈다. 수용성 가공액으로 WC를 가공한 경우, 전식 및 시어드루프가 많았다. 이번에는 전식 없이 상면·하면 모두 시어드루프가 없는 고품위 구멍으로 다듬질되어 있다.
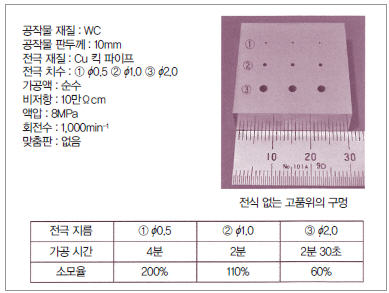
▲ 그림 4. WC 관통가공
마지막으로 SUS재에 로란 기능을 사용해 다듬질가공을 한 결과를 그림 5에 나타냈다. 관통 구멍이라면 기초구멍 가공 후에 와이어 방전가공기로 다듬질하는 것도 가능한데, 멈춤 구멍의 경우에는 불가능해 미세 가공으로 다듬질을 하는 것이 유효해진다. 기존 면조도 Ra 3μm 이상에 대해, 이번 다듬질가공 시에 로란 기능을 사용함으로써 최량 면조도 Ra 0.4μm를 실현했다.
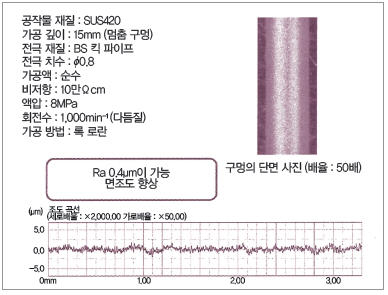
▲ 그림 5. 로란 기능에 의한 다듬질가공
4. 맺음말
앞으로 한층 더 고정도 가공 및 미세 가공이 진전될 것으로 예상된다. 세혈 가공에서도 강재나 초경합금에 대한 미세 구멍, 그리고 다수 구멍에 대한 고정도화 요구가 매우 높아지고 있다. 이들 요구에 대응하기 위해 앞으로도 동사의 강점을 활용해 세혈 가공의 성능 향상에 노력해 갈 것이다.
아다치 아키히로 (安達 章浩) ㈜소딕
본 기사는 일본 일간공업신문사가 발행하는 『형기술』지와의 저작권 협정에 의거하여 제공받은 자료입니다.








































