[첨단 헬로티]
1. 서론
기계가공을 수치제어 프로그램(NC 프로그램)으로 지령하는 기존 방식이 아니라, 가공 중에 공구 위치나 공구 자세를 계산해서 차례로 지령하는 방식으로 전환함으로써 혁신적인 공작기계의 지능화 기술을 개발하고 있다.

이것에 의해 NC 프로그램 작성을 불필요하게 해, 세계에서도 예가 없는 가공 프로세스의 제어를 실현할 수 있게 된다. 기계가공을 공작기계에 지령하지 않고 공작기계에 맏기는 것이 가능해져 자율분산형 공장의 실현에도 공헌할 수 있다.
2. CAM-CNC 통합에 의한 지능화 공작기계
이번 연구에서는 그림 1에 나타낸 CAM과 CNC를 통합한 지능화 공작기계를 개발하고 있다. 이 시스템의 특징은 기계가공을 NC 프로그램으로 지령하는 방식에서 가공 중에 공구 위치나 공구 자세를 계산해 차례로 지령하는 방식으로 전환하는 점이다.
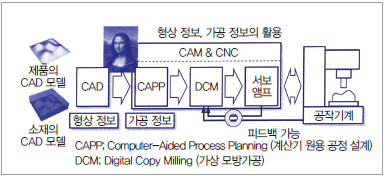
▲ 그림 1. 자율형·지능형 NC 공작기계
제품 형상의 CAD 모델과 피삭재 형상의 CAD 모델을 입력으로 해 NC 프로그램을 작성하지 않고, 기계가공을 실현하는 것이 가능해진다. 이것에 의해 제조 리드타임이 단축될 뿐만 아니라 가공 프로세스의 제어나 가공 트러블의 회피가 가능해진다.
3. 가상 모방가공 시스템
모방가공의 원리를 디지털화한 가상 모방가공(Digital Copy Milling; DCM) 시스템으로 공구경로를 계산하면서 이것을 차례로 지령해 기계가공을 한다. 그림 2에 나타냈듯이 모방가공에서는 실제 공간에서 마스터 모델을 모방하는 스타일러스와 동일한 거동을 하는 공구가 가공을 하는 것에 대해, 가상 모방가공 시스템에서는 컴퓨터 내의 가상공간에서 마스터 모델에 상당하는 제품의 CAD 모델을 모방하는 가상 스타일러스 거동으로부터 공구경로를 실제 시간으로 계산하는 것이 가능해진다.
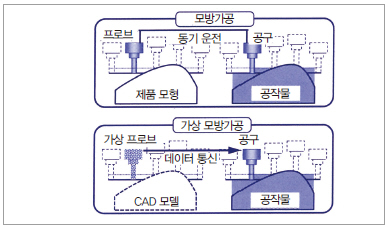
▲ 그림 2. 가상 모방가공 시스템
4. 절삭력의 예측 결과에 기초하는 적응 제어
가상 모방가공 시스템의 가공 중에 공구경로나 가공 조건을 변경할 수 있는 특징을 이용해 절삭력의 예측 결과에 기초하는 적응 제어를 한다. 절삭력 예측에는 순간 절삭력 모델을 이용하고 있는데, 피삭재를 복셀 모델로 표현해 해석에 필요한 실제 절입 두께를 이산적으로 계산하고 있다.
예측한 절삭력에서 절삭 토크를 계산, 이것에 대응해 공구 이송 속도를 적절하게 수정한다. 절삭 토크는 공구가 1회전하는 동안에 작용하는 토크 중에서도 그 크기가 최대가 되는 값을 이용해 공구 이송 속도를 수정한다. 이 때, 가공에 적절한 절삭 토크인 목표 절삭 토크와 가공을 계속하는 것이 위험하다고 판단되는 임계 절삭 토크를 설정해 둔다.
임계 절삭 토크를 넘는 매우 큰 절삭 토크가 예측되는 경우에는 위험하다고 판단해 가공을 정지시킨다. 임계 절삭 토크에는 달하지 않지만, 목표 절삭 토크를 넘는 혹은 하회하는 경우에는 목표 절삭 토크의 범위에 들어가도록 공구 이송 속도를 수정한다. 그림 3에 임계 절삭 토크 및 목표 절삭 토크의 관계를 나타냈다.

▲ 그림 3. 임계 절삭 토크 및 목표 절삭 토크의 관계
5. 케이스 스터디
NC 프로그램을 작성하지 않고 기계가공을 할 수 있는 가상 모방가공 기술 및 가공 중의 절삭력을 예측, 공구 이송 속도를 제어하는 기술이 있는 NC 공작기계를 시험제작해 평가를 했다. 시험제작한 NC 공작기계에는 그림 4에 나타낸 유저 인터페이스를 포함시킨다. 조작 절차는 매우 간단하며, 제품 모델 및 피삭재 모델을 선택하는 것만으로 가공을 개시할 수 있다.
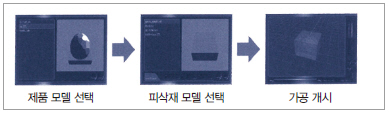
▲ 그림 4. 시험제작한 NC 공작기계에 포함된 유저 인터페이스
시험제작한 NC 공작기계의 성능을 평가하기 위해 엔드밀 가공의 적응 제어가공 실험을 했다. 그림 5에 나타낸 피삭재 형상 및 제품 형상을 대상으로 했다. 실험에서는 절삭력의 예측 결과에 기초하는 적응 제어가 무효인 경우를 케이스 1으로 하고, 적응 제어가 유효한 경우를 케이스 2로 했다. 절삭 조건을 표 1에 나타냈다.
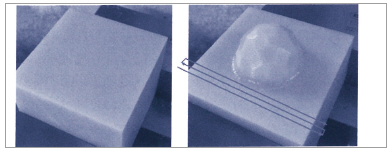
▲ 그림 5. 절삭가공 실험에 사용한 피삭재 형상 및 제품 형상
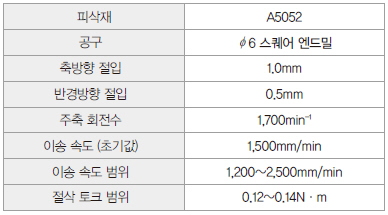
▲ 표 1. 절삭가공 실험의 절삭 조건
적응 제어가공 실험에 의한 가공 시간의 결과를 표 2에 나타내고, 가공 중의 절삭 토크 예측 결과와 지령한 이송 속도를 그림 6에 나타냈다. 표 2에 나타낸 가공 시간의 결과로부터 적응 제어가 유효한 경우에는 무효한 경우에 비해 가공 시간이 21.9% 감소하고 있다는 것을 알 수 있다. 그림 6에 나타낸 결과에서는 적응 제어가 유효한 경우 에어컷 시에는 이송 속도가 최대가 되고, 절삭 중에는 절삭 토크에 대응해 이송 속도가 제어되고 있다는 것을 알 수 있다.
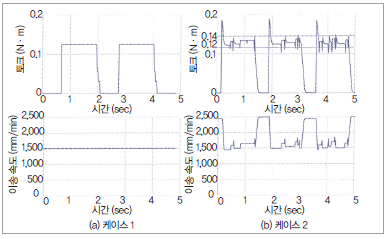
▲ 그림 6. 절삭 토크의 예측 결과와 지령한 이송 속도

▲ 표 2. 가공 시간의 결과
또한 그림 6에 나타낸 절삭 토크의 예측 결과로부터, 적응 제어가 유효한 경우에는 절삭 토크가 0.12~0.14N·m의 범위 내에 들어가 있다는 것을 알 수 있다. 이 방법에서는 예측되는 절삭 토크가 지정한 범위를 벗어난 경우에 이송 속도의 수정을 하고 있기 때문에 절삭 개시 시에 순간적으로 큰 절삭부하가 걸린다. 이 문제에 대해서는 앞으로 대응할 예정이다. 이상의 결과로부터 시험제작한 NC 공작기계에 의해 예측한 절삭력에 대응한 공구 이송 속도 제어를 해서 가공 효율의 향상과 가공 트러블 회피를 실현한다는 것을 알 수 있었다.
6. 맺음말
가공 중에 공구 위치나 공구 자세를 계산해 차례로 지령하는 NC 공작기계를 시험제작해 평가했다. 가공 중의 절삭력 예측 결과에 기초하는 적응 제어가공 실험을 하여 그 유효성을 확인했다.
[감사]
이번 연구 성과는 SIP(전략적 이노베이션 창조 프로그램)/혁신적 설계 생산 기술의 연구 개발 프로젝트로 실용화를 지향하고 있으며, 관련 각계의 여러분께 감사를 표한다.
니시다 이사무 (西田 勇), 시라세 케이이치 (白瀨 敬一) 神戶대학
오니시 마사히로 (尾西 雅弘) 소프트큐브(주), 코아라시 카츠유키 (小嵐 勝幸) 키타무라기계(주)
본 기사는 일본 일간공업신문사가 발행하는 『형기술』지와의 저작권 협정에 의거하여 제공받은 자료입니다.