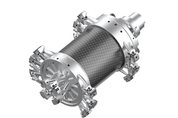
절삭공구 전문기업 케나메탈(Kennametal)이 전기 자동차용 알루미늄 엔진 하우징 가공을 위한 차세대 3D프린팅 스테이터 보어 공구를 출시했다. 이 공구는 새롭게 설계된 암 구조, 탄소섬유로 만들어진 더 큰 센터튜브, 기존 디자인보다 20% 이상 감소한 무게가 특징이다. 정교한 이 공구는 한 번의 작업으로 3개의 큰 보어 직경을 가공할 수 있어 자동차 부품 제조업체의 공구 셋팅 시간과 가공 시간을 절약하고 최고의 가공 정도와 표면 조도를 제공한다. 한 번의 작업으로 3개의 직경을 가공하는 스테이터 보어 공구는 가공된 표면의 진직도와 동심도를 보장하는 동시에 가공 시간을 크게 단축한다. 가벼운 이 3D프린팅 조합 공구를 사용하면 출력이 약한 장비에서도 보다 빠른 공구 교체와 스핀업이 가능하다. 요구되는 표면 조도 및 공차를 문제 없이 달성한다. 또한 내부 쿨런트로 된 에어포일 형태의 암을 통해 칩이 손쉽게 제거되며 절삭날과 가이드 패드에 정확하고 강력하게 쿨런트를 공급한다. 전통적인 제조 방식으로는 경제적으로 생산하기 어렵거나 불가능하지만 3D 프린팅을 통해 이러한 복잡한 내부 기능도 실현할 수 있다. 헬로티 조상록 기자 |

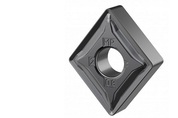
헬로티 조상록 기자 | 절삭공구 전문기업 케나메탈(Kennametal)이 스틸, 스테인리스강 및 주철에서 최고의 소재 제거율을 제공하는 'FIX8' 중절삭용 선삭 시스템을 출시했다. 인서트당 8개의 절삭날이 있는 FIX8 선삭 시스템은 중절삭 선삭 작업의 생산성을 높여 절삭 부하를 최대 15%까지 줄이고 인선당 공구 비용을 최저로 낮춘다. 케나메탈 관계자는 "FIX8은 선삭 및 단면 가공, 매끄러운 표면, 단속 및 심한 단속 가공을 포함한 광범위한 응용 분야를 포괄하도록 설계되었다. FIX8을 사용하면 최대 1.4mm의 극한 이송과 최대 12mm의 절삭 깊이도 가능하다"고 설명했다. FIX8 인서트의 탄젠셜 디자인은 인서트를 포켓 시트 내부로 단단히 당기는 견고한 클램핑 시스템이 특징이며, 인서트가 최적의 성능을 위해 큰 절삭 부하와 진동에 견딜 수 있는 우수한 안정성을 제공한다. 인서트는 또한 교체 가능한 초경 심으로 지지되어 포켓이 변형 및 손상되지 않도록 보호한다. FIX8 툴 홀더는 정밀한 3D 쿨런트 기술이 적용되어 필요한 곳에 정밀하게 충분한 쿨런트를 공급한다. 3개의 쿨런트 노즐이 경사면을 향하고 있어 온도, 칩 배출 및 칩 형성 지원을 제어한다

[헬로티] 절삭공구 전문기업 케나메탈(Kennametal)이 항공우주 구조물 부품의 플랫바텀 드릴링을 위한 FBX 드릴을 발표했다. FBX 드릴은 고온 합금, 스테인리스 스틸 및 기타 재료를 가공할 때 탁월한 안전성과 최대 200% 높아진 소재 제거율을 제공한다. 대량의 금속을 빠르게 제거하면 한 가지 문제가 남게 된다. 전통적으로 첫 번째 가공 단계는 램핑 기술을 사용하여 재료를 주입하는 것이다. 이 단계는 시간이 많이 드는 과정으로, 일반적으로 소재 제거율이 낮다. 케나메탈의 제품 관리자 조지 로스(Georg Roth)는 “FBX 드릴은 플랫바텀 드릴과 z-축 플런지 밀의 장점을 결합하여 기계 가공 공정을 크게 가속화한다. 플랫바텀 설계는 4개의 유효 절삭날이 높은 이송 및 가공 속도를 제공하면서도 반경방향 절삭력을 없애 기존 램핑 기법보다 최대 200% 높은 소재 제거율을 제공하며 항공우주 제조업체의 생산 능력을 개선한다”고 설명했다. 4개의 유효 절삭날이 체인 홀 드릴링과 같은 까다로운 가공 시 안정성을 제공하며 대형 플루트는 편리한 칩 배출을 보장한다. 일련의 교체 가능한 쿨런트 노즐이 열 축적을 없애도록 지원하는 드릴 포인트는
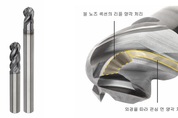
[헬로티] 절삭공구 전문기업 케나메탈(Kennametal)이 HARVI I TE 4 플루트 볼 노즈 엔드밀을 출시했다. 이 제품은 3D 황삭 및 정삭 가공이 동시적용 가능하도록 설계되어 생산성 높은 폭넓은 피삭재에 대한 금속 제거율을 최대화하여 가공 비용을 절감할 수 있다. HARVI I TE 볼 노즈 엔드밀은 독점 기술인 ‘양각 처리’가 특징으로, 볼 노즈 섹션에서의 가장 중요한 영역인 물결 모양의 형상이 리플 양각 처리를 형성하여 절삭 영역으로의 쿨런트 흐름을 개선한다. 리플 양각 처리는 더 높은 이송과 속도를 제공할 뿐만 아니라 향상된 진동 감소와 더 낮은 절삭력으로 절삭 깊이를 증가시킨다. 외경에서 양각 처리는 형태가 변하여 편심 면 양각 처리로 바뀐다. 편심 면 양각 처리는 뛰어난 인선 강도, 형상 정확도, 낮은 절삭력을 제공한다. 새로운 솔리드 초경 엔드 밀에는 트위스트 단면, 칩 홈 디자인 및 다양한 나선각을 포함한 사각형 단면 스타일의 다른 형상 개선 사항도 적용되었다. HARVI I TE 볼 노즈 엔드 밀은 직경 범위 2~20mm로 2종류 전장 버전으로 제공된다. 일반 버전은 3D 복사 밀링 작업에 가장 적합하며, 롱 버

[헬로티] 케나메탈(Kennametal)이 주철 피삭재의 고성능 드릴 가공을 위한 HPR 드릴로 솔리드 초경 드릴의 포트폴리오를 넓혔다. HPR 드릴은 모든 ISO-K 소재에서 최대 8 x D의 고속 및 고이송 드릴 가공을 위해 설계돼, 가장 높은 절삭 매개변수에서도 탁월한 홀 진직도를 제공한다. 이 드릴의 특허받은 포인트 시닝, 특별한 홈 디자인 및 143° 포인트각은 탁월한 셀프 센터링 기능을 제공하고 추력을 줄여 최고 이송 속도에서도 드릴의 진직 가공성을 향상 시킨다. 또한 4개의 마진 랜드는 교차 홀과 경사진 출구면을 드릴 가공할 때 안정성을 극대화 한다. 케나메탈의 제품 관리자인 프랭크 마틴(Frank Martin)은 “드릴의 저추력 포인트 설계는 이상적이지 않은 클램핑 조건이나 얇은 벽면의 가공 작업, 또는 단순히 스핀들 파워가 제한 요소인 경우 사용자가 이 드릴을 적용할 수 있는 옵션을 제공한다”고 설명했다. 독점 기술을 이용한 이 드릴의 AlTiN/AlTiSiN 다층 코팅은 회주철, 연성 철, CGI, ADI 및 GGG를 드릴 가공할 때 발생하는 극심한 마모와 높은 열 부하를 견뎌낸다. 또한 새로운 코팅은 이러한 까

[헬로티] 케나메탈(Kennametal)이 주철 가공을 위한 새로운 페이스 밀링 플랫폼 KCFM 45를 출시했다. 고정 및 조정 가능한 포켓 시트를 갖춘 신제품 밀링 커터는 높은 수준의 표면 품질 요건을 능가하는 중삭 및 정밀 정삭 가공을 위한 옵션을 제공한다. 이번 공구는 초경, 세라믹 및 PcBN 인서트를 사용하며, 모든 유형의 CNC 머시닝센터에 적용 가능하다. 초경 인서트는 낮은 RPM 또는 박판 피삭재 및 덜 안정적인 조건에서 가공할 때 최적의 성능을 발휘한다. 세라믹 인서트(KY3500 재종)는 높은 표면 속도를 제공하여 생산성을 높인다. 마이클 해커(Michael Hacker) 케나메탈 제품 관리자는 “KCFM 45 페이스 밀링 커터를 사용하면 사용자가 다양한 인서트 옵션을 조합하여 용도에 따른 요구 사항과 가공 조건에 맞출 수 있다”고 설명한다. 예를 들어, 조정 가능한 포켓에는 PcBN 정삭 인서트를 사용하고 습식 가공 또는 소량 작업에서는 기타 모든 포켓에 세라믹 또는 초경 인서트를 사용할 수 있다. 인서트는 양의 축 각도이면서 공구 수명을 향상시키기 위해 약간 음의 반경 각으로 배치된다. 이는 주철 페이스 밀 경쟁 제

[헬로티] 절삭공구 전문기업 케나메탈(Kennametal)이 플랫바텀 홀 가공을 위한 새로운 FEG 인서트를 선보이며 KenTIP FS 모듈식 드릴 시리즈의 교체 가능한 드릴 제품군을 확장했다. 스틸, 주철 및 스테인리스 스틸에 적용할 수 있는 FEG 인서트는 엔드 밀링 작업의 필요성을 없애며 한 번의 가공으로 작업을 완료하여 시간과 툴링 비용을 절약할 수 있다. ▲KenTIP FS 제품군의 최신 제품인 FEG 인서트는 플랫바텀 홀의 드릴링 및 엔드 밀링 작업을 할 필요없이 한 번의 작업으로 부품을 완성할 수 있습니다. 플랫바텀 홀 드릴 작업은 까다롭다. 이 외에도 경사면 또는 곡면 드릴 작업, 교차 홀 드릴 작업, 겹판 가공, 주물 및 기타 거친 표면 드릴 작업도 마찬가지다. 케나메탈은 KenTIP FS 모듈타입 드릴의 성공을 활용하여, 이러한 여러 유형의 가공 작업을 간소화하고 카운터 보어 및 파일럿 홀의 드릴 작업을 단순화하는 독자적인 인서트 형상(FEG)을 제공한다. FEG 형상 디자인은 단순한다. 180° 절삭 날과 원추형 중심점이 특징으로, 이는 탁월한 홀 위치와 진직도를 제공하는 파일럿 드릴 역할을 한다. 코너 챔퍼는 절삭 날을 보호하고

[헬로티] 절삭공구 전문기업 케나메탈(Kennametal)이 보다 생산적이고, 예측 가능하며, 정확한 보링을 지원함으로써 정밀 조정을 간편하게 만들어 주는 디지털 지원 정밀 보링 공구 신제품을 발표했다. eBore 정밀 보링 시스템은 직경 6~1020mm(0.236"~40.157") 범위의 절삭 장치와 나사를 돌리듯이 간편하게 정밀 조정을 지원한다. ▲케나메탈의 eBore 디지털 장치는 2미크론 이내의 조정 및 정확성을 제공한다. 글로벌 제품 관리자인 마르쿠스 파울(Marcus Paul)은 “많은 피삭재의 경우, 보링 작업은 대개 최종 공정으로 진행하므로 간단한 실수가 부품 폐기로 이어질 수 있다. 케나메탈 eBore 정밀 보링 시스템은 ‘눈금을 세는’ 기존 보링 작업 방식에서 벗어나 큰 손실을 보게 되는 실수를 줄여준다”고 설명했다. 케나메탈 디지털 eBore 장치는 좁은 구멍에서 다이얼을 돌리면서 조정 나사가 얼마나 돌아갔는지 세다가 숫자를 잊어버리는 기존의 문제점을 해결한다. 조정 정확도가 0.002mm(0.00008")인 칩 및 쿨런트 방지 장치에는 보링 바 이동을 추적하는 유리 저울이 포함되어 있다. 간단히
[헬로티] 절삭공구 전문기업 케나메탈(Kennametal)이 항공우주 및 기타 고온적용 부품 부문에서 사용되는 니켈, 코발트, 철 기반 초합금가공에 최적화된 선삭재종 ‘KCS10B’를 출시했다. KCS10B는 우수한 레이어 접착력을 위해 초미립자 초경소재의 코팅이 적용돼 있어, 가공이 어려운 초합금 가공 시 공구 수명이 최대 50% 개선된다. ▲케나메탈의 초합금가공 전용 선삭재종 ‘KCS10B’ KCS10B는 초합금 선삭가공에서 발생하는 가장 일반적인 문제이자 종종 예상치 못한 치명적인 공구 파손으로 이어지는 두 가지 마모 방식, 즉 크레터링 및 절삭 깊이 노칭 문제를 해결한다. 이번 제품에는 케나메탈의 High-PIMS(High-Power Impulse Magnetron Sputtering) 기술이 적용돼 있다. High-PIMS는 기존의 PVD 코팅 공정과 같이 Arc 기화공법을 적용하는 대신, 특수 박막증착(Sputtering) 공법을 적용, 극미세화된 AlTiN을 적층시켜 ‘극히 얇고 매끄러운 내마모성 층’을 코팅한다. Inconel 718 및 Stellite 31과 같은 초합금소재 부품

[첨단 헬로티] 케나메탈(Kennametal)이 내부 쿨런트가 적용된 고성능 절삭공구 B21*SGL 솔리드 초경 드릴을 발표했다. 스테인리스 스틸, 니켈 및 코발트 기반 합금 재료에 적합하게 디자인된 B21*SGL은 특허 받은 포인트 형상 및 단층 PVD AlTiN 코팅을 적용했다. 따라서 안정적이고 생산성 높은 드릴 가공이 필요한 항공우주 및 에너지 응용 분야를 위한 향상된 생산성과 연장된 공구 수명을 제공한다. 솔리드 초경 드릴 부문 제품 매니저인 프랭크 마틴(Frank Martin)은 “B21*SGL은 고객 테스트에서 경쟁사 드릴 제품의 성능을 꾸준히 압도하여 더 짧은 시간 동안 더 많은 홀을 가공하고 개선된 홀 직진도와 표면 품질을 보였다. 새로운 디자인 덕분에 드릴 고장으로 이어질 수 있는 날 탈락이나 박리의 위험이 거의 없으며, 독특한 포인트 홈 디자인을 통한 업계 최저 수준의 추력은 피삭재 형상이 정교한 경우에도 생산적인 드릴 가공을 가능하게 한다”고 설명했다. 이러한 재료의 문제 중 하나는 절삭공구에 달라붙어 날과 코너가 탈락되기 쉽다는 것이다. B21*SGL의 독점적인 홈 형상, 연마된 절삭 날, 음의 경사 코너 마진 및

[첨단 헬로티] 케나메탈(Kennametal)이 나사식 밀링 커터를 수용할 수 있도록 나사산 처리된 솔리드 ER 콜릿라인과 함께 ER 지원 구동장치를 발표하며 TACU(터렛용 클램핑 유닛)를 확장했다. 이번 ER 콜릿라인 및 ER 지원 구동장치는 나사산 크기의 범위가 M08~M16이며 ER25~ER40 크기로 구성돼 있으며, 회전 공구 선반에 머시닝센터와 같은 기능을 제공한다. ▲ER 지원 구동 장치(왼쪽)와 ER25, ER32 및 ER40 크기의 솔리드 ER 콜릿(오른쪽) 로널드 웨스트(Ronald West) 케나메탈 툴링시스템 매니저는 “새로운 TACU ER 장치와 솔리드 ER 콜릿은 이상적인 기술의 결합이다. 이번 제품은 솔리드 엔드밀과 함께 표준 ER 콜릿을 사용하거나, 나사식 인덱서블 밀링커터와 함께 새로운 솔리드 ER 콜릿을 사용할 수 있는 유연성을 제공하는 신제품”이라고 설명했다. 이번 제품은 쿨런트 통과를 위해 밀봉되어 있으며, 최소 런아웃을 위한 정밀 연마 위치 조정 보스가 있는 대형 엔드밀에 추가 여유 공간용으로 1mm의 스탠드오프가 있다. 매우 컴팩트한 디자인으로, 소형 기계에서도 자유롭게 사용할 수 있다. 특히 표준

[첨단 헬로티] 케나메탈(Kennametal)의 새로운 보링 시스템은 효과적인 채터 방지 메커니즘을 자랑하며, 다양한 범위의 인덱서블 헤드 및 섕크 사이즈를 제공한다. ▲ 무진동 보링 시스템 이번 무진동 바의 가장 중요한 기능은 ‘플러그 앤 플레이’로, 튜닝이나 조정을 할 필요 없이 간단히 패키지에서 꺼내어 터렛에 장착하고 보링하면 된다. 이번 무진동 보링 시스템 통해 진동을 제거하면 채터가 줄어들게 되고 공구 수명이 크게 연장될 뿐만 아니라 부품 표면조도에도 탁월한 영향을 준다. 또한 공구가 수명이 길어지면 이송, 절삭 속도, 절삭 깊이로 더 강하게 밀 수 있다. 이번 보링 시스템에는 다양한 스타일 및 사이즈의 인덱서블 헤드를 바의 끝단에 단단히 클램핑하는 세레이션(톱니형) 볼트 온 커넥션이 있다. 특히 더 높은 안정성을 제공하기 위해 헤드 자체를 짧고 가볍게 만들어 바의 성능을 높였다. 또한 내부 쿨런트로 가장 필요한 곳에 고압의 쿨런트를 정확히 분사한다. 그 결과 절삭이 이루어지는 곳에서 냉각을 극대화하여 칩 컨트롤이 용이해진다. 이번 무진동 바는 진동이 없고 유지보수도 필요 없다. 바 내부에는 한 쌍의 탄성 지지대에 의해 지지되는

[첨단 헬로티] 케나메탈(Kennametal)이 최신 헬리컬 밀링 커터 ‘HARVI Ultra 8X’를 선보였다. 직경이 80㎜인 HARVI Ultra 8X는 축방향 절삭깊이 95㎜, 반경방향 절삭깊이 20㎜, 423㎜/min의 이송으로 까다로운 항공우주 내열 초합금을 거의 3분 동안 멈춤없이, 플린칭 현상 없이 절삭할 수 있다. ▲헬리컬 밀링 커터 ‘HARVI Ultra 8X’ 인덱서블 밀링 담당 글로벌 제품 선임 매니저인 팀 마르쉘(Tim Marshall)은 “케나메탈은 두 가지 명확한 요구를 충족시키기 위해 HARVI Ultra 8X를 개발했다. 첫 번째, 항공우주 분야에서 최고의 소재 제거율을 요구하면서도 우수한 공구 수명을 달성해야 한다는 것이고, 두 번째, 장비 제조업체와 사용자 모두는 극도의 가공 조건에서 장비 부품의 마모와 파손을 줄이기 위해 높은 절삭속도를 견디면서도 절삭 부하를 낮출 수 있는 공구가 필요하다는 것이다”고 말했다. HARVI Ultra 8X에는 고도의 엔지니어링 절삭 공구 솔루션에 여러 혁신적인 기술이 녹아들어 있다. 주요 특징은 다음과 같다. - 양면 포지티브

[첨단 헬로티] 절삭공구 전문 기업 케나메탈(Kennametal)이 더 빠르고, 더 쉽고, 더 정밀하게 슬로팅 가공을 할 수 있는 KNS(Kennametal Narrow Slotting) 커터를 선보였다. 불균일한 슬롯 너비, 슬롯 커터에 맞지 않은 나사와 인서트, 슬롯 가공된 피삭재 내부에서 쐐기 모양의 칩을 빼내기 위해 심 스톡을 사용해야 하는 등의 문제를 해결할 수 있는 제품이라고 케나메탈은 설명한다. KNS 사용자는 갱 밀링(Gang Milling)타입으로 아버에 일련의 KNS 커터를 장착하여 한 번에 여러 개의 홈을 가공하거나 여러 절단 작업을 수행할 수 있다. 또 기본 소재에서 5축 가공 또는 3D 프린팅 부품을 제거하는 데도 사용할 수도 있다. KNS는 다양한 분야에서 쓸 수 있는데, 자동차 제조업체는 KNS 커터로 주조 배기 매니폴드와 조향 부품을 분리할 수 있고, 장비 제조업체는 샤프트 지지대 및 스톡 칼라에 클램핑 슬롯을 비용 효율적으로 밀링 가공할 수 있다. KNS는 견고한 인서트 안착을 위해 Double-V 디자인을 채택하고 있다. 반경방향 및 축방향 포지셔닝의 조합으로 공구 수명뿐만 아니라 부품 정밀도도 향상시킨다. 인서트의 슬롯 폭

[첨단 헬로티] 케나메탈이 새로운 유형의 PcBN(다결정 큐빅 질화붕소) 고경도 선삭 인서트인 KBH10을 개발했다. 이번 인서트는 최대 65HRc의 고경도 금속을 선삭 가공, 극한의 내마모성을 성공적으로 제공함으로써 케나메탈의 기존 PcBN 재종 KBH20 및 KB5630을 보완한다. KBH10은 표면조도 Ra <0.4μm 이상의 요구사항과 이러한 부품을 정삭할 때 탁월한 공구 수명을 필요로 하는 고객들간의 격차를 줄여준다. 한 예로, 한 유명 자동차 제조업체는 기존 62HRC로 열처리된 직경 140㎜(5.5인치)의 5115 합금강 베어링 허브에서 내경 페이싱 작업 시 공구 수명을 두 배 이상(인선 당 부품 수가 150개에서 350개로 증가) 늘릴 수 있었다. 드라이브 샤프트 생산업체도 수직형 터렛 선반에서 58HRC UC1(S53과 유사) 강을 선삭 가공할 때 공구 수명(인선 당 부품 수가 250에서 450으로 증가)이 연장되었고, 가공하는 동안 표면조도도 6Rz로 일관되게 유지했다. KBH10 서브스트레이트의 PcBN 구성은 최대 20% 높아진 절삭 속도를 위해 설계되었지만, 공구 수명은 오히려 동등하거나 어떤 경우에는 훨씬 더 늘어났다. 또
상호명(명칭) : (주)첨단 | 등록번호 : 서울,자00420 | 등록일자 : 2013년05월15일 | 제호 :헬로티(helloT) | 발행인 : 이종춘 | 편집인 : 김진희 |
본점 : 서울시 마포구 양화로 127, 3층, 지점 : 경기도 파주시 심학산로 10, 3층 | 발행일자 : 2012년 4월1일 | 청소년보호책임자 : 김유활 | 대표이사 : 이준원 | 사업자등록번호 : 118-81-03520 | 전화 : 02-3142-4151 | 팩스 : 02-338-3453 | 통신판매번호 : 제 2013-서울마포-1032호
copyright(c) HelloT all right reserved
UPDATE: 2026년 03월 22일 23시 24분

















