
사출성형의 불량과 그 대책
사출성형 시의 가스, 파팅라인 버에 대해서
사출성형 시에 불량 제로를 목표로 하고 있는 기업은 많지만, 그 달성이 그리 녹녹하지 않은 것이 현실이다. 불량 제로를 위한 성형 기술에는 수지·성형품 형상·금형·성형기 및 주변기기의 성능·성형 조건 등이 종합적으로 관여하기 때문이다. 이번 글에서는 사출성형 시 자주 발생하는 가스와 파팅라인의 불량에 대해서 그 발생 원인과 대책 등을 살펴본다.
김영돈, 김충섭 금형기술사
가스, 파팅라인의 버
최근의 자동차 부품은 자동차의 연비 향상을 위한 경량화를 요구받고 있다. 이러한 추세에 맞추어서 두께를 얇게 하는 박육화가 추진되고 있다. 즉, 경박단소에서 박육장대로 변화하고 있으며 이 때 주로 발생하는 불량이다.

불량의 원인 및 대책 (CAE)
1. 가스
(1) 발생 원인
사출성형기에서 플라스틱 수지를 용융, 가소화할 때 발생하는 가스가 사출성형품의 표면에 나타나는 문제로 투명, 증착, 도장 등의 제품에서 주로 발견되고 있다.
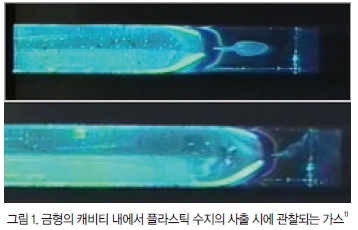
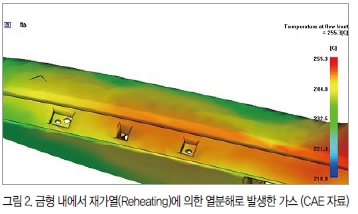
또 다른 하나는 금형 내부에서 발생하는 가스이다. 이는 경량화에 따라서 박육 성형을 하게 되는데, L/T 규정을 초과했을 때 나타난다. 충진 과정에서 금형의 캐비티로 유입되는 플라스틱 수지는 서서히 온도가 낮아지는데, 가스가 발생할 때를 관찰하면 플라스틱 수지의 온도가 상승하는 부분이 나타난다. 이 부분에서 플라스틱 수지의 열분해가 발생하며, 이것이 가스로 나타나게 된다.
금형 내에 유입된 가스는 금형의 파팅라인부에 가공된 가스 벤트부를 통해서 배출되고 있으며, 가스 벤트부에 부착되어 벤트 효과를 감소시키는 원인으로 작용하고 있다.

(2) 대책 1 (사출성형기)
플라스틱 수지의 용융, 가소화 시에 다음과 같은 사항을 관리해야 한다.
① 균일한 수지 온도(균일한 용융 온도)가 되도록 해야 한다.
② 실린더 내에서 열분해되지 않도록 온도와 체류 시간을 관리해야 한다.
③ 계량의 안정화
④ 에어, 가스가 혼입되지 않게 가소화시켜야 한다.
에어, 가스의 혼입 방지에 대하여는 사출성형기 업체에서 집중적으로 연구하고 있으며, 그 내용이 일본에서 개최된 IPF 2011(일본국제플라스틱전)에서 발표되었다.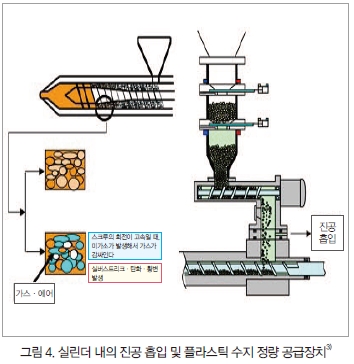
(3) 대책 2 (금형)
금형 내에 유입된 가스는 수지가 유입되는 스프루 부시 하단에서 가스 벤트 핀을 통하여 배출한다.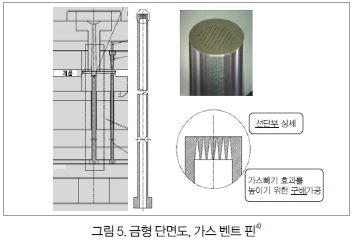
(4) 대책 3 (금형의 캐비티 내에서 발생한 가스)
플라스틱 수지업체에서 추천한 L/T 의 추천 조건을 확인하고, 제품설계자와 협의하여 적절한 게이트 위치 및 적정한 수량의 게이트를 설치한다.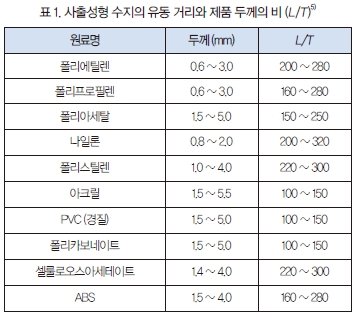
2. 파팅라인의 버
금형의 결함이 없는데도 사출 압력에 의해서 금형의 파팅라인부가 순간적으로 열리고, 이 때에 발생하는 거스러미를 말한다. 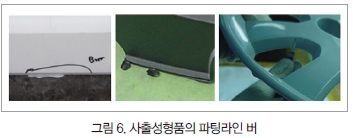
(1) 발생 원인
사출은 금형 내부의 빈 공간(캐비티)에 용융, 가소화된 플라스틱 수지를 압력을 가하여 충진하게 된다. 이 때 적정한 압력을 초과하여 충진하게 되면 금형 파팅라인이 순간적으로 열리게 되며, 이렇게 열린 파팅라인면에 플라스틱 수지가 넘쳐서 흘러들어가게 된다. 표 2에 플라스틱 수지별로 추전 충진 압력(금형 내압)을 나타냈다.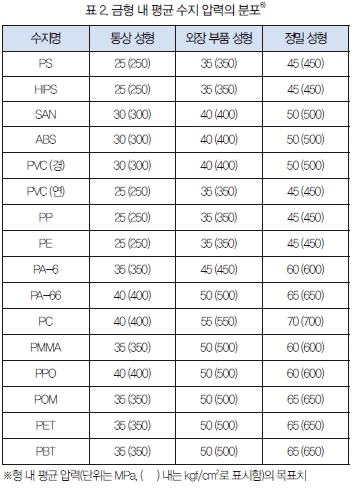
(2) 문제 파악 (CAE 판정 기준)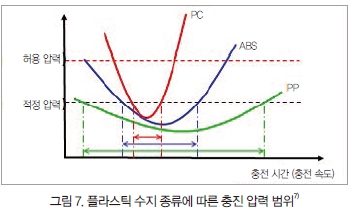
금형을 제작하기 전에 파팅라인의 버가 발생하는 금형 내압(충진 압력)을 확인해야 하며, 이 때에 CAE를 활용하여 적정 압력과 허용 압력을 판단하는 ‘CAE 판정 기준’으로 활용한다.
이와 같이 CAE를 활용하면, 금형을 제작하기 전에 사전 검토가 가능하다. 플라스틱 수지별로 검토한 사례는 다음과 같다.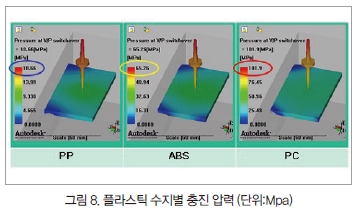
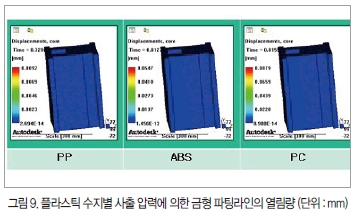
이와 같이 CAE에 의하여 사전 검토해 보면, 같은 크기의 사출성형품에서 플라스틱 수지별로 파팅라인의 순간적인 열림량의 차이를 알 수 있다. 즉, PC는 순간적으로 0.087mm가 열리게 되어서 파팅라인에 버가 발생하게 된다. 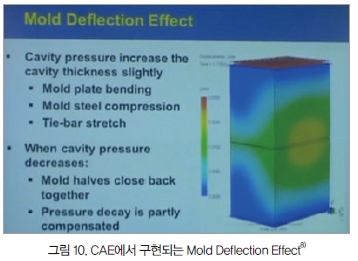
이러한 파팅라인에서 발생하는 버에 대하여 사전에 검토가 필요하다는 것을 알게 되었고, 특히 금형업체, 사출성형업체에서 요구가 많아지게 되었다.
이에 Moldflow사에서 ‘Mold Deflection Effect’라는 모듈로 구현하고 있다.
(3) 대책
① 적정 압력 범위를 확인하고 금형을 설계, 제작한다.
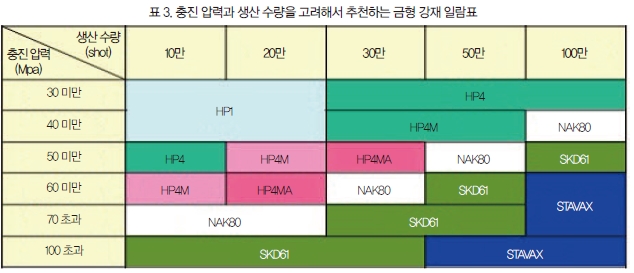
② 적정한 금형 강재를 사용한다.
저자의 경험에 의해서 충진 압력과 생산 수량을 고려한 금형 강재를 추천하고 있으며, 그 내용은 다음과 같다.




