[첨단 헬로티]
1. 서론
제품의 고의장화, 성형의 하이사이클화에 의해 중·대형 플라스틱 금형의 냉각 물구멍은 심혈화·다수화·복잡화의 경향에 있다. 또한 금형재의 난삭화(고경도·고인성화)도 진행, 냉각 물구멍 가공은 리드타임 단축을 저해하는 요인의 하나로 되어 있다.

이 문제에 대한 토털 솔루션으로서 동사에서는 복합 건드밀 머신 KGD/KGM 시리즈와 냉각 물구멍 가공 전용 CAM을 전개하고 있다.
여기에서는 건드릴 가공의 고능률화를 목적으로 복합 건드릴 머신과 그 운용 상의 포인트를 소개하는 동시에 전용 CAM의 특징을 개설한다.
2. 복합 건드릴 머신 KGD/KGM 시리즈
동사의 복합 건드릴 머신은 통상의 건드릴 가공에 더해, 밀링이나 탭가공도 실시할 수 있다. 따라서 건드릴 전용기와 머시닝센터, 2대의 기계로 하고 있던 냉각 물구멍 가공을 1대로 가능하게 된다. 또한 독자의 구동기구를 갖는 로터리 테이블을 표준장비하고 있으며, 대중량 워크 탑재 시에도 분할 동작은 안정, 임의 각도의 경사구멍을 정도 좋게 가공할 수 있다.
또한 투 헤드의 KGD, 원 헤드의 KGM 2가지 타입을 준비, 유저의 다양한 요구에 대응하고 있다. 양자 모두 고토크·고출력의 주축 모터를 탑재하고 있으며, 최신 날끝교환식 건드릴에 의한 고능률 심혈가공이 가능해지고 있다(그림 1).
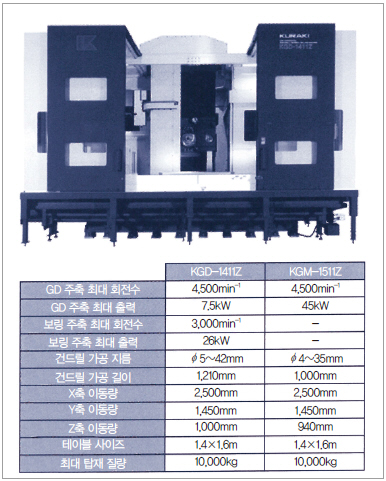
▲ 그림 1. KGD/KGM 시리즈의 외관과 주된 사양
(1) KGD 시리즈 (투 헤드 타입)
병렬로 배치된 건드릴 주축과 보링 주축, 2가지 주축이 주축머리에 들어간다.
보링 주축으로서 동사 가로 보링 밀링반의 주축을 탑재하고 있으며, 건드릴 주축의 건드릴 가공에 더해 보링 주축에 의한 다양한 가공이 가능해진다.
(2) KGM 시리즈 (원 헤드 타입)
보링 주축은 없고 주축은 한 개가 되는데, 파츠의 교체에 의해 건드릴 가공에 더해 밀링이나 탭가공도 가능해진다.
KGD와 비교하면, 보링 주축이 없기 때문에 가공의 배리에이션은 한정된다. 그러나 건드릴 가공에서 주축 워크 간의 접근성은 향상되기 때문에 심혈가공이 주체가 되는 경우에는 유리하다.
3. 고능률 건드릴 가공의 포인트
건드릴 가공의 고능률화에서는 기계와 공구의 기본적인 스펙과 구조뿐만 아니라, 주변 요소가 가공의 가부를 결정하는 중요한 인자가 된다(그림 2).
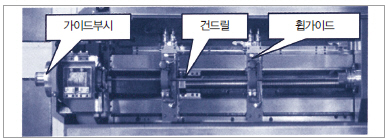
▲ 그림 2. 건드릴 주축의 구성
(1) 가이드부시
그림 2 중 끝단의 가이드부시는 건드릴의 정확한 물림을 가이드하는 가장 중요한 부분이다.
마모에 의해 지름 치수가 커지면 물림이 나빠져 구멍의 진직도도 현저하게 열화, 진동이 발생하는 경우도 있다. 엄중한 치수 관리가 필요해지는데, 동사에서는 마모가 적은 초경 부시를 추천하고 있다.
(2) 휩가이드
건드릴의 줄넘기 현상을 방지하기 위해 복수의 휩가이드(진동 억제)가 배치된다.
건드릴의 지름과 길이에 대해 휩가이드의 적정한 배치가 있으며, 최대 이송량도 줄넘기 현상의 유무에 의해 제한된다. 이들의 데이터에 대해서는 사전에 공구 메이커에 확인할 필요가 있다.
또한 일반적인 건드릴 전용기에서는 저렴하고 용이하게 교환할 수 있는 반할형의 가이드가 많이 사용된다. 단, 진동이 발생하기 쉽기 때문에 고이송화를 도모하고 싶은 경우에는 반할형은 부적합하며 베어링이 들어간 총형의 가이드가 추천된다.
(3) 쿨런트
지금까지는 유성 쿨런트가 다용되어 왔는데, 건드릴 가공에 적합한 수용성 쿨런트도 개발되고 있다. 고이송화, 무인운전의 안전성, 작업 환경의 개선을 고려하면 수용성 쿨런트가 요망된다.
4. 날끝교환식 건드릴에 의한 크로스 구멍가공
ø16mm 이상의 심혈가공에 대해서는 종래의 납땜 건드릴보다 최신의 날끝교환식 건드릴이 유효하며, 고능률화와 무인화를 용이하게 추진할 수 있다.
단, 냉각 물구멍에 많이 보이는 크로스 구멍가공에서는 가공위치에 맞춰 이송 속도와 주축 회전을 조정해야 하고 주의를 요한다(그림 3).
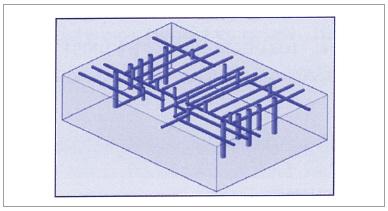
▲ 그림 3. 금형의 냉각 물구멍 가공 (모식도)
크로스부 전후에서는 버의 발생이나 공구의 결손을 방지하기 위해 이송을 떨어트릴 필요가 있다. 동시에 드릴을 되돌릴 때도 전후에서 주축을 회전시켜 이송을 떨어트린다.
5. 냉각 물구멍 가공 전용 CAM
크로스 구멍가공에서 이송 속도와 주축 회전의 조정은 숙련작업자의 수동 조작에 의존해 왔는데, 결손의 리스크가 낮은 날끝교환식 건드릴에서는 무인의 프로그램 운전도 가능해진다.
그러나 크로스 구멍을 많이 포함하는 냉각 물구멍 가공에 대해 사용성이 좋은 CAM이 없었기 때문에 프로그램의 작성 효율이 문제였다.
이것에 대해 동사에서는 날끝교환식 건드릴에 대응한 냉각 물구멍 가공 전용 CAM ‘MYPAC 건드릴용 심혈가공 모듈’을 준비하고 있다.
(1) 냉각 물구멍부의 인식과 데이터 작성
심이 어긋나 있는 크로스 구멍, 90° 이외의 각도에서 교차하는 크로스 구멍에도 대응, 지정된 솔리드 모델에서 구멍 지름과 구멍 깊이, 크로스 구멍 간섭부를 정확하게 인식, NC 데이터를 풀오토로 작성한다.
또한 건드릴 가공뿐만 아니라 통상의 건드릴이나 탭가공에도 대응, MC 건드릴 가공의 경우 가이드 구멍과 건드릴의 데이터를 세트로 작성한다.
더구나 NC 데이터는 각 가공면에 대해 공구마다 작성하기 때문에 편집도 용이하다(트리 구조). 예를 들면 가공순 소트 기능을 사용하면, 공구 교환의 횟수를 최소한으로 억제할 수 있다.
(2) 냉각 물구멍부와 제품 형상부의 간섭 체크
금형가공에서는 제품 형상부에 대한 냉각 물구멍이 의도하지 않게 관통했다고 하는 트러블이 적지 않다. 더구나 제품 형상부보다도 먼저 냉각 물구멍이 가공되기 때문에 발견이 늦어지는 경우도 많다. 이 CAM에서는 틈새를 고려한 간섭체크 기능에 의해 제품 형상부에 대한 냉각 물구멍의 관통, 이상의 접근을 솔리드 모델 상에서 검증할 수 있다.
(3) 설계 변경에 대응 (구멍 위치/구멍 지름의 변경)
제품 형상부에 대한 냉각 물구멍의 관통, 접근 등에 의해 냉각 물구멍은 설계 변경이 되는 경우가 적지 않다. 통상은 솔리드 모델로 되돌아가 형상을 변경, NC 데이터를 재출력한다.
이 CAM에서는 지정된 솔리드 모델로부터 NC 데이터를 작성할 뿐만 아니라, 2차원의 가공 형상도 자동적으로 작성한다. 구멍 위치나 구멍 지름에 대해 설계 변경이 되어도 반드시 솔리드 모델로 되돌아갈 필요는 없다. 2차원의 가공 형상 변경에 의해 용이하게 NC 데이터를 재작성할 수 있다.
6. 맺음말
동사에서는 냉각 물구멍 가공의 고능률화와 무인화를 추진하기 위해 복합 건드릴 머신과 전용 CAM을 열심히 전개해 갈 예정이다.
타카바 노부유키 (高場 信行), 야마자키 마사히로 (山岐 昌浩), 카나자와 야스히로 (金澤 康弘),
나카무라 켄이치 (中村 賢一) 倉敷機械(주)
본 기사는 일본 일간공업신문사가 발행하는 『형기술』지와의 저작권 협정에 의거하여 제공받은 자료입니다.